![]()
1- Laws of physic are ruthless

Tap water we consume is never 100% pure: it contains other natural elements (or not) such as minerals or metals or other chemical compounds.
Whatever the humidification method, it is necessary to take care of these elements contained in the water.
Water pre-treatment such as water filters, Reverse Osmosis (RO) membranes or Deionization (DI) beds will reduce most or eliminate all of the particulates.
Water pre-treatment is mandatory for adiabatic humidification by water atomization, otherwise all the particulates contained in water will be sprayed in the air , this will result in dust deposit and risk of distributing other contaminant in the air.
When water is evaporated by means of an evaporation media or for isotherm humidification when steam is produced from boiling water, the water pre-treatment is not anymore mandatory, as steam is pure (pure H2O in the form of vapor), in those cases you need to deal with those water dissolved solids (TDS) afterwards, as those one will precipitate in a form of scale that can be as hard as a rock.
Another ruthless law of physic is the amount of energy to increase relative humidity of surrounding air that is the same whatever the method of humidification is:
It is the amount energy to change H2O from liquid to vapor. 970Btu are required to evaporate 1lb [0.45kg] of water at sea level.
Adiabatic process will take this energy from surrounding air, so water evaporation will also result in cooling the air. Isothermal process will take this 970Btu per pound of water from other source such as electricity or gas to boil water and produce hot (saturated) steam.
2 – Water evaporation with steam

As mentioned above water pre-treatment is not mandatory for steam humidification. Steam humidification has many advantages:
- No contaminant contained in the liquid form of tap water is transferred to vapor phase (steam)
- Steam is pure and sterile
- Steam is hot, with a temperature of 212F (100°C), it will kill any surrounded contaminant
- Steam is naturally and quickly absorbed to the air at any temperature.
- Steam production can easily be adjusted to RH% demand by reducing or increasing energy input and boiling rate.
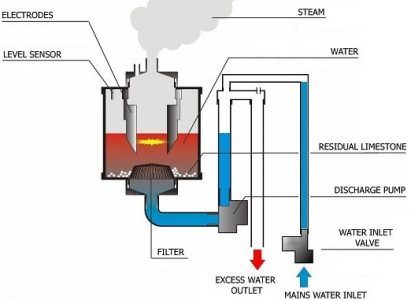
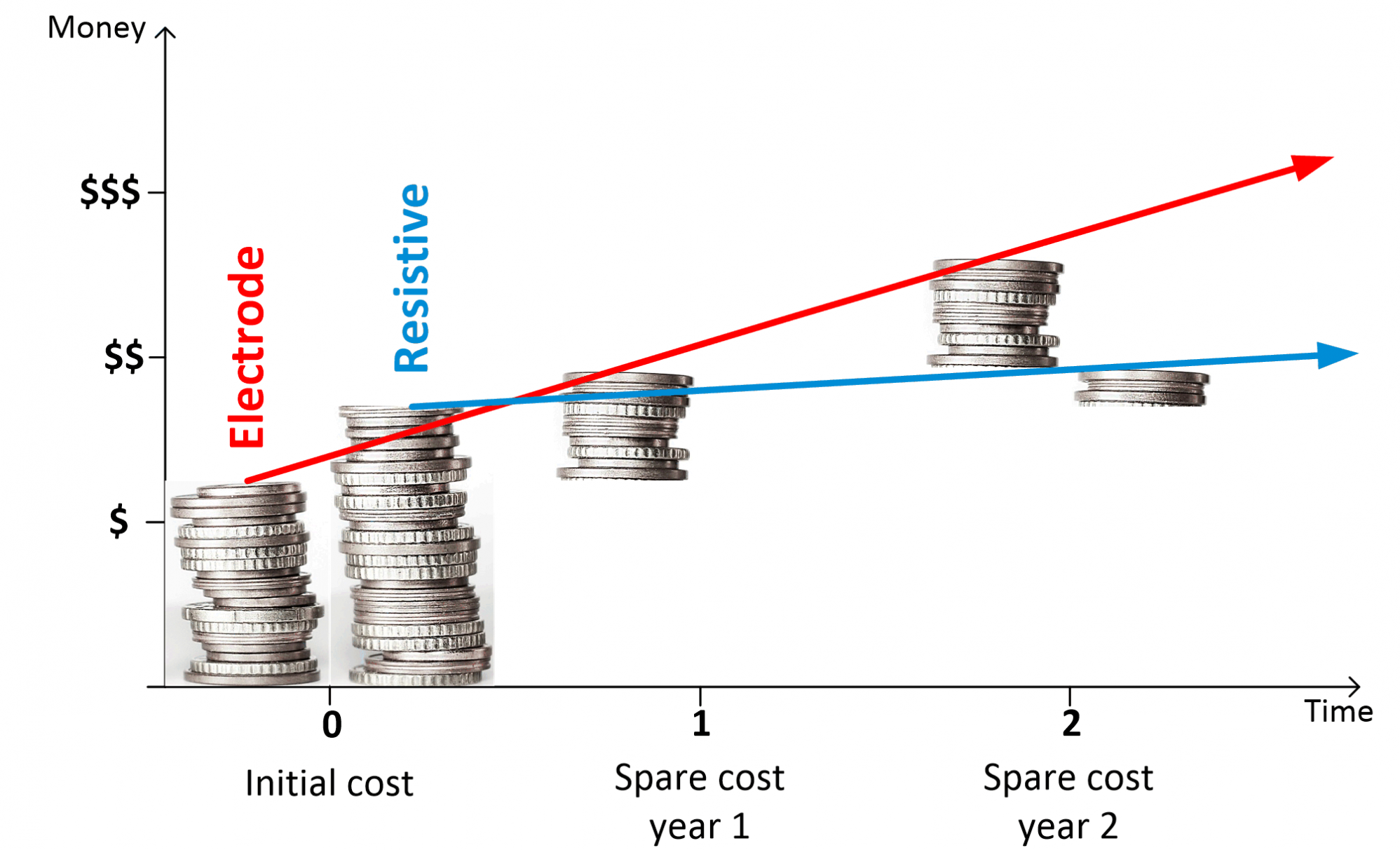
Water is boiled from water tank called steam cylinder, or steam chamber, or evaporation chamber. There will be heating elements or electrodes rods or heat exchanger immersed in the water. This tank will need to be open and cleaned if in stainless steel or to be replaced if in plastic.
3 -Foaming
Another effect of producing steam by boiling tap (untreated) water is the possible foaming of during water boiling.
Anybody that has cooked some pasta for dinner has experienced water boiling and foaming. In the case of cooking pasta the foam is due to the input of starch from the pasta which are added to boiling water.
When foaming is occurring it is sudden, it is strong enough to be able to sometime lift the cover of the pot, and it will result in overflowing water.

In the case of the steam humidifier, the constant production of pure steam which does not contain TDS will cause the concentration of TDS in the water in the cylinder to increase, to a certain extent and depending on the exact nature of these TDS, conditions for the foam to arise are satisfied. The water concentration is too high.
For this reason, any steam humidifier will be equipped with a foam detection sensor. This foam sensor is usually made from one or more conductive probes placed on top of the steam cylinder. Foam is always conductive. As soon as detected boiling should stop and TDS concentration in the water needs to be decreased before to start over the steam production. In other words, you need to flush this dirty water and replace it.
4 – How to avoid foaming?
There are three methods to de-concentrate the TDS from boiling water in steam chamber.
Skimmer

Skimmer is a simple and efficient method, the water reservoir is designed so that every time you re-fill it with new water, some of the water from the top of the tank will overflow and be evacuated to drain. TDS concentration from the top layer of the water is reduced, risk of foaming to occurred is reduced.
There are two important problems with this methods:
1) Overflowing boiling water is very costly energy wise. Humidifier will constantly waste water and steam during steam production.
2) Adjusting the skimmer overflow rate is not easy because it depends on the mechanical and hydraulic construction of the evaporation chamber.
Drain frequency
Drain frequency sometime called flush cycle, does consist in replacing part or full water content from the steam cylinder, water content is drained down at regular and fixed time intervals.
Those time intervals are sometime calculated based on the true evaporation rate of the humidifier but not always, some steam humidifier drain frequency is independent from evaporation rate, full or part of cylinder content is wasted to drain. Water is renew with new and cold water. As soon as cylinder is full again the steam production can resume.
Drain frequency is adjusted depending on water TDS measurement during first start-up or based on technician or building owner experience.
Again the energy wasted by draining hot water is very important. Also there will be a drop in RH% in the humidified space during the water replacement process.
Water dilution
Water dilution sequence have been developed primarily to avoid drop in steam production caused by the drain frequency method.
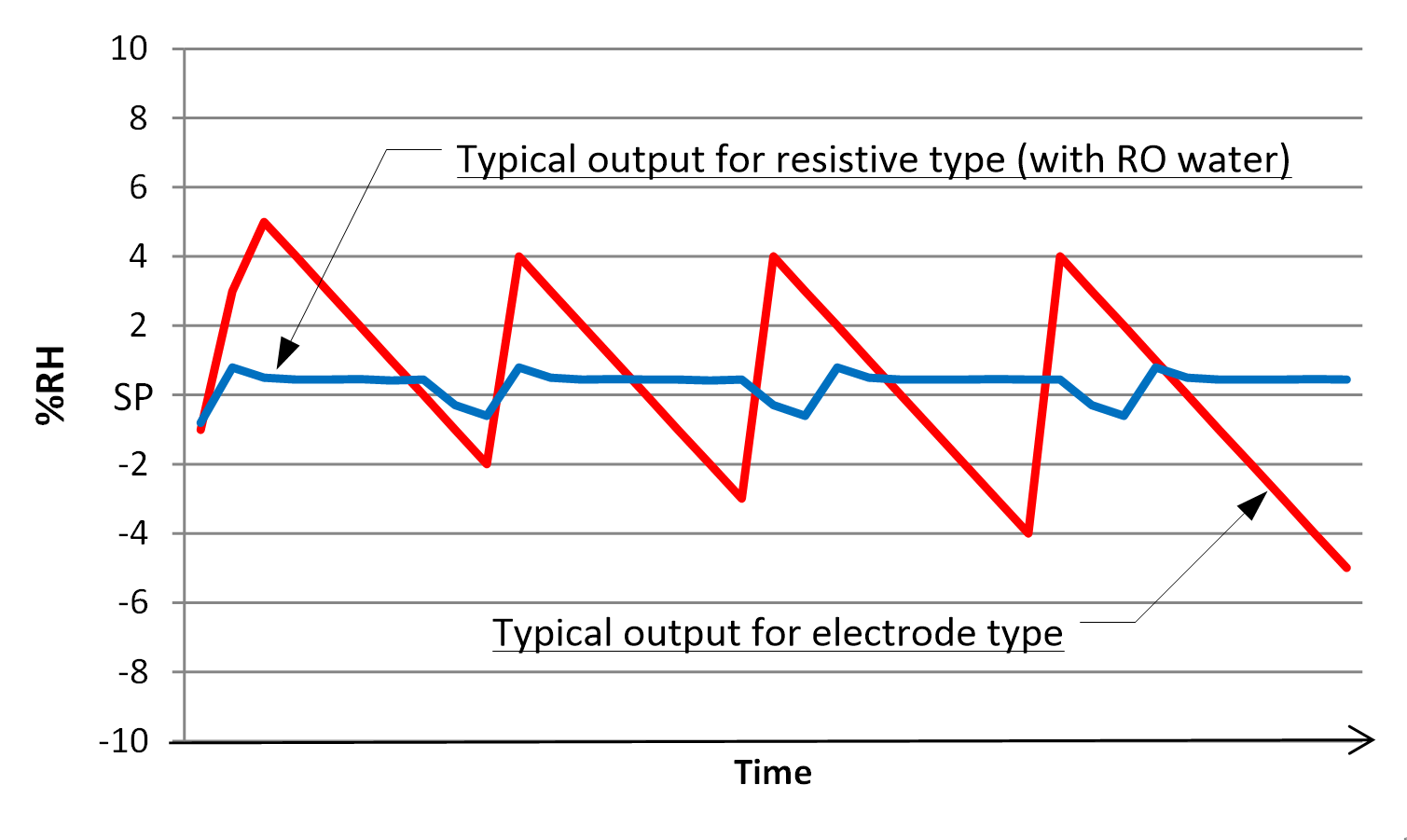
This method consists in draining small amount and adding same small amount of fresh water at smaller time intervals. When properly set there will be no more drop of RH% in the humidified space.
Water dilution parameters are numerous, amount of water drained, time interval, power input during water filling, amount of water brought in… As for any of the foam prevention method settings are based on water quality (amount of TDS contained in water).
Main problem of this method is the complexity in setting it up properly and efficiently for the steam humidifier.
5 – What is EcoEnerSmart ™ function?
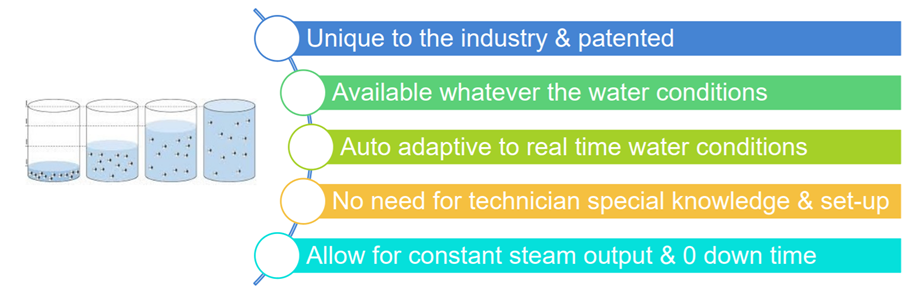
EcoEnerSmart ™ is totally unique in the industry, it is a water dilution system that is set automatically and will automatically adapt to the actual water conditions during the life of the steam humidifier.
EcoEnerSmart ™ function is patented. It is the result of the rich experience of steamOvap design team. It is possible thanks to the use of incomparable calculation power of board computer used in our humidifiers and to the full extent of real time clock operating system.
As soon as the technician is selecting Autodilution the steam humidifier will select the water dilution sequence settings developed for this specific model. As indicated above, water dilution sequence settings does include time intervals, amount of water drained, amount of new water filled, energy power management to ensure constant steam production. In the event that foam would occur, this event is recorded and settings of water dilution sequence are automatically adapted in order to avoid any further foaming episodes.
Steam production is optimized, since drained water is reduced to minimum and water consumption is optimized as well.
Thus, there is no need for technical assistance to change the settings of the water dilution sequence, all you need to do is select ‘’Autodilution’’. There is no more need for an advanced degree in water chemistry or endless trial and errors to make a proper set up.
6. Savings with EcoEnerSmart ™
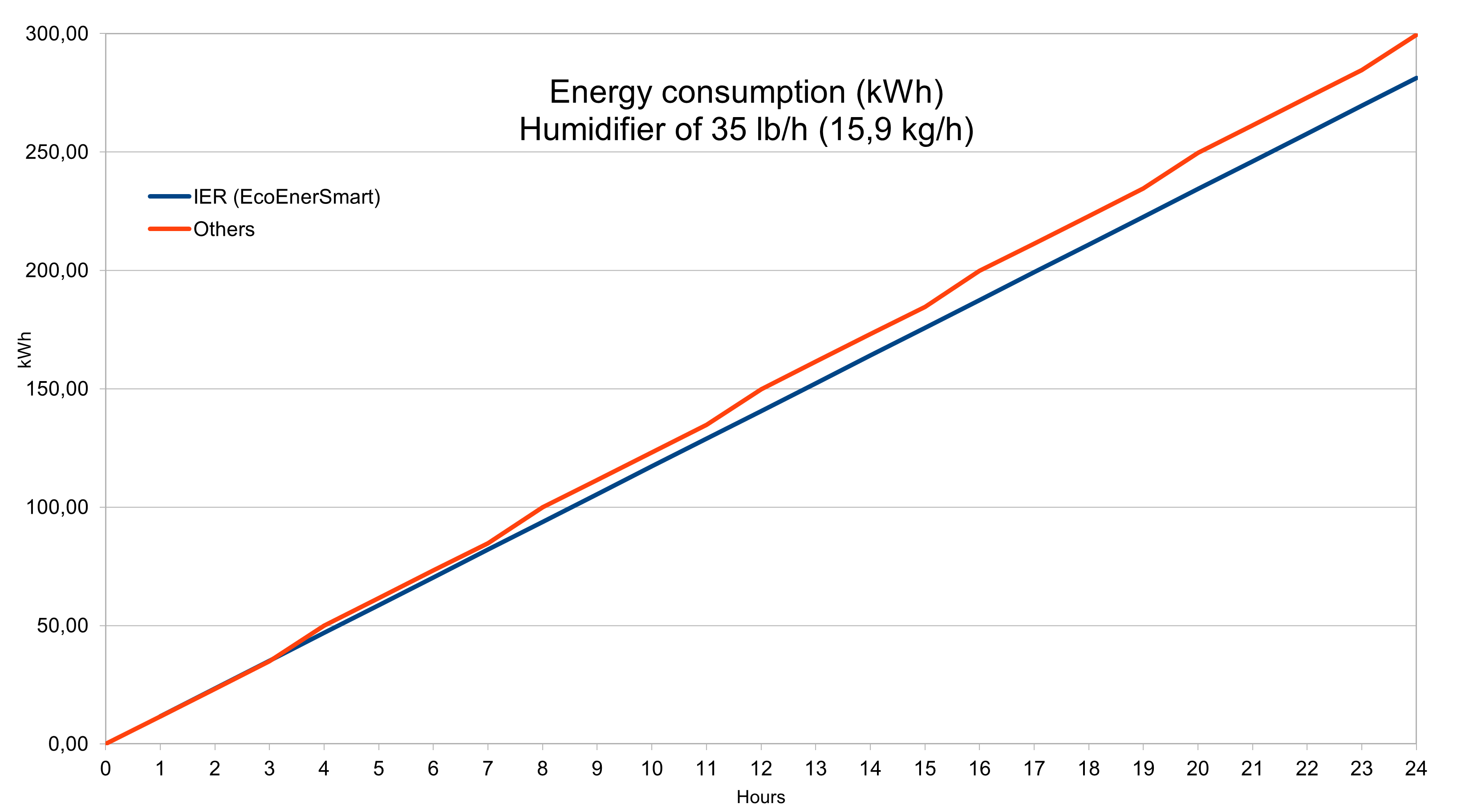
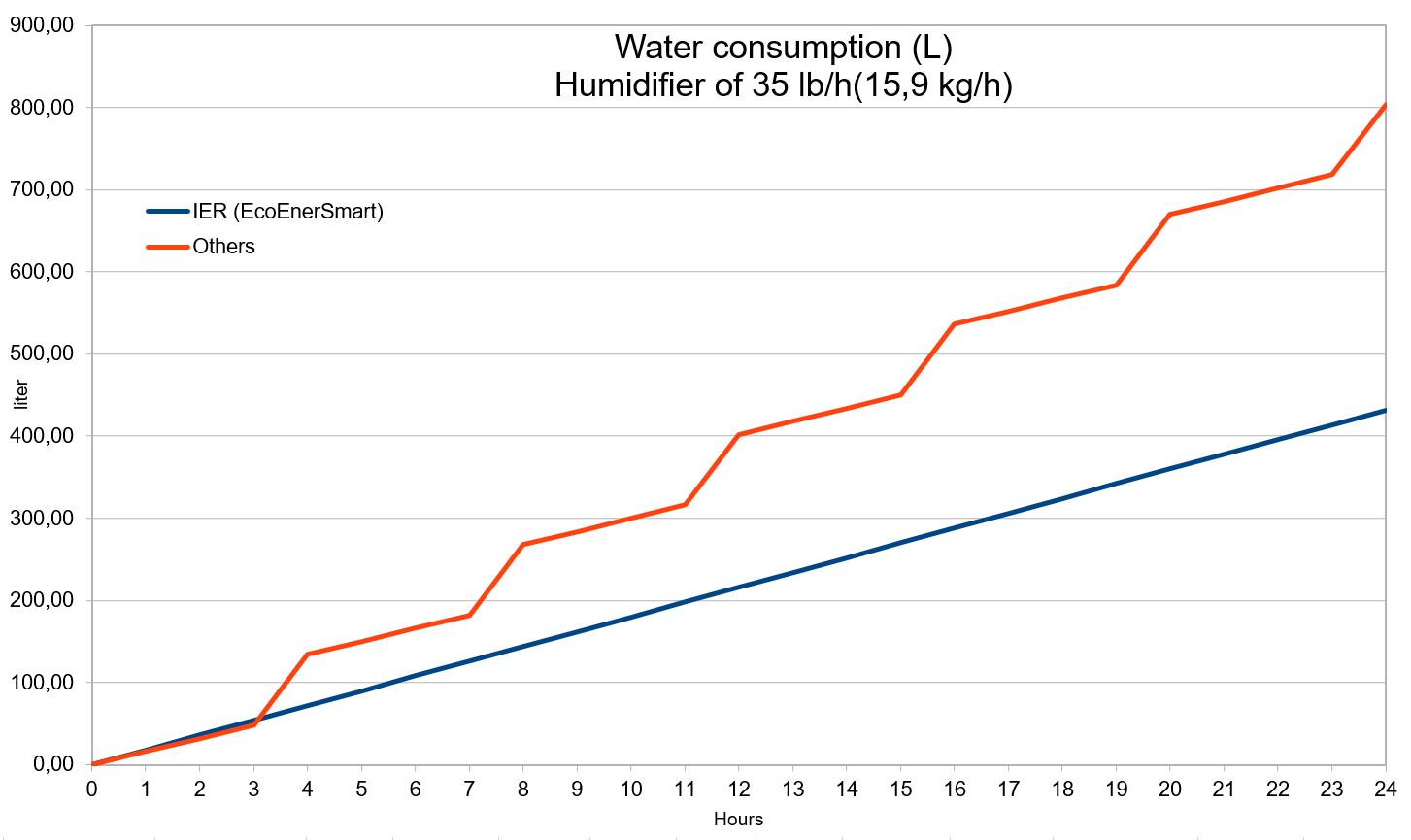
Hopefully EcoEnerSmart ™ function will help change minds. We have measured the energy and water saving to a standard 35 lb/h electric steam humidifier, comparing EcoEnerSmart ™ function to a drain frequency (full tank flush at fixed intervals) method over a period of 24 hours.
Your will save 18.3kWh and 97 Gallons of water (367 Liters) at the end of the 24h period.
A fair extrapolation for a full year operation period with a 50 % duty cycle will result in 3,300kWh of electricty power and 17,700 Gallons of water (67,002 Liters) !
Conclusion
Steam humidification is often pointed out as an energy-intensive humidification method.
As mentioned above in this article laws of physic are ruthless and watever the humidification method you select : 970Btu will be needed to evaporate one pound of water into the air.
With EcoEnerSmart ™, you can now save energy and water with your steamOvap steam humidifier.
By preventing foam build-up, EcoEnerSmart ™ function makes life easier for its users. EcoEnerSmart ™ is totally unique in the industry, you do not need technical assistance to change the water dilution sequence, just select the “auto-dilution” mode and the work is done.
EcoEnerSmart ™ is a feature available on all our steam humidifiers, namely IER electric steam humidifier and ISE steam exchange humidifier .