Electrode boiler and resistive type electric steam humidifiers compared
Introduction
In this article I will explain the difference between electrode boiler and resistive type humidifiers.
They are both producing steam and use electricity as source of energy but they are based on two completely different principles of operation.
Knowing their differences and their limitations will help you to select the best technology for your application.
How electrode boiler humidifiers generate steam?
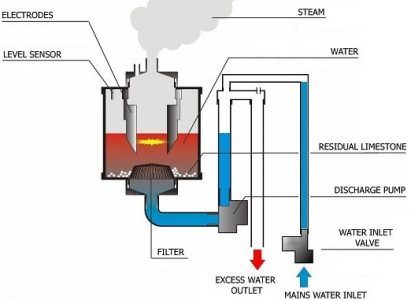
Electrode boiler humidifier uses electricity flowing through streams of water to create steam. The conductive properties of water are used to carry electric current. The current drawn and therefore steam production relies on water conductivity (typically between 125 and 1250 µS/cm) and also on the water level covering the electrodes surface.
How resistive type humidifier is making steam?

A resistive type (or resistance type) humidifier uses immersed electric heater to heat up the water to the boiling point to produce steam. Current drawn by the humidifier is the result of Ohm’s law; it is constant and only relying on the resistance value of the heater.
Steam output and accuracy
Steam output of electrode boiler humidifier is a direct function of water conductivity and water level. The cleaner and purer the water is, the lower is its conductivity. Water conductivity contained in electrode boiler humidifier cylinder will increase as the humidifier is producing steam. Steam is free of minerals, salts or other substances, so all of those substances stay in the remaining water until a blow down is performed to renew water contents.
Another factor affecting steam output is the amount of scale or lime stone accumulated on the electrodes. Scale is the result of the precipitation of the minerals and salts contained in water. This process is absolutely inevitable for any electrode boiler humidifier as the use of tap water (city water) is required by its principle of operation.
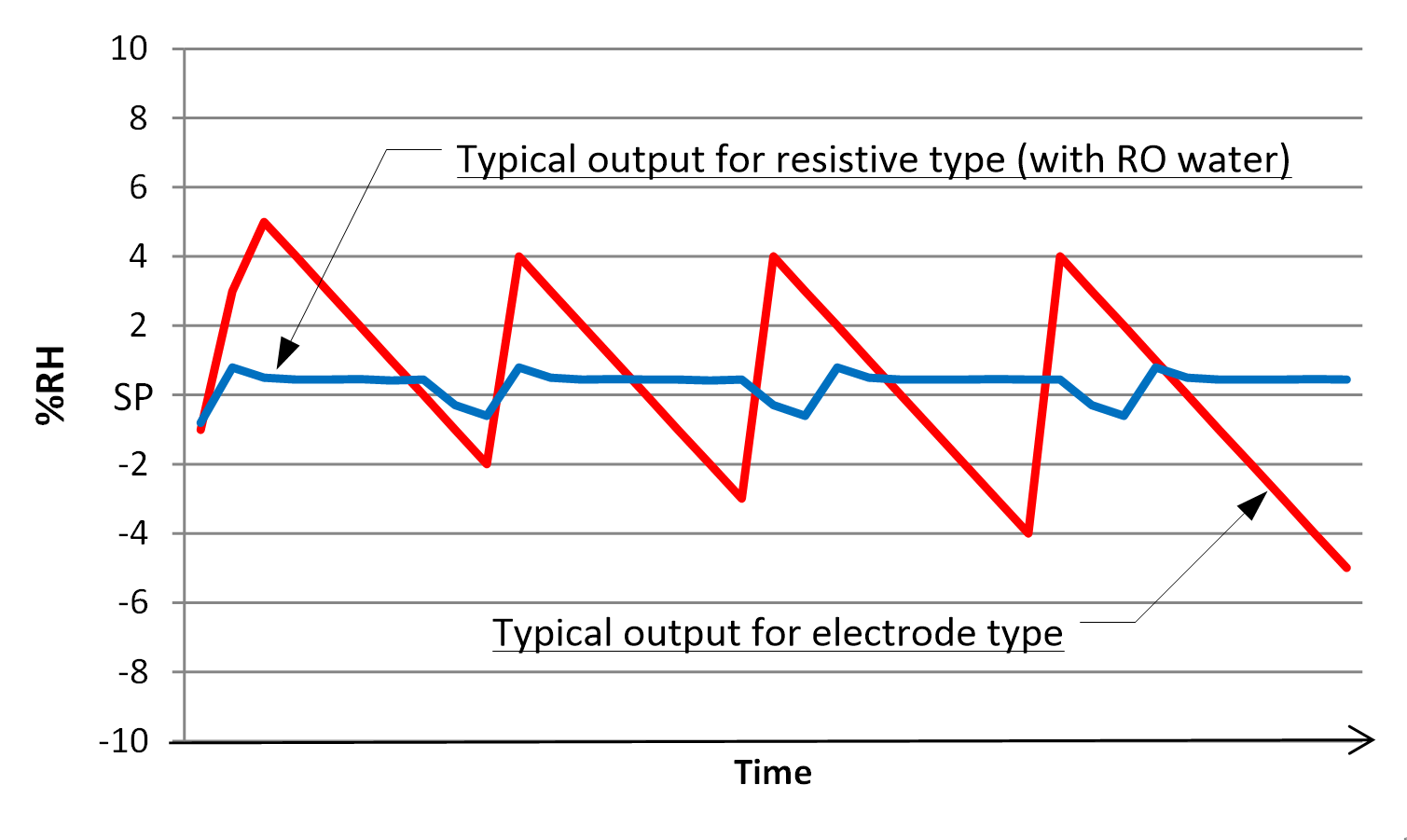

Humidity output accuracy cannot be better than +/-5% RH for electrode boilers, furthermore the steam output will slowly decrease over the operation of the humidifier until the steam output cannot supply the demand. Then the cylinder has to be replaced.
For a  resistive type humidifier, steam output is independent from water conductivity (or other conditions), also the possible scale build-up on the heating element will not affect the steam output of the humidifier. Humidity output accuracy for resistive type can be as low as +/-1% RH. This accuracy is maintained over the life of the humidifier.
resistive type humidifier, steam output is independent from water conductivity (or other conditions), also the possible scale build-up on the heating element will not affect the steam output of the humidifier. Humidity output accuracy for resistive type can be as low as +/-1% RH. This accuracy is maintained over the life of the humidifier.
Water quality

As already mentioned, an electrode boiler needs water conductivity (impurity) to be able to operate, so this type of humidifier cannot accept treated water such as RO or DI water.
Reverse osmosis (RO) is a water purification technology that uses a semi permeable membrane to remove ions, molecules and larger particles from drinking water.
Deionized water (DI), often synonymous with demineralized water, is water that has almost all of its mineral ions removed. Deionization is a chemical process that uses specially manufactured ion-exchange resins.
Resistive type humidifiers can accept very pure water such as RO or DI water. However most manufacturers offering this type of humidifier will use poor materials and/or have limitations due to their water level sensing devices, so they will impose an added cost option for their humidifier able to operate with RO or DI water.
IER humidifier by steamOvap can accept any type of water from tap (city water) to RO water without additional option.
Service
Electrode boiler service consists in removing the ”consumable” plastic cylinder that is not able to produce enough steam anymore by a brand new one.
No recycling program is yet offered by manufacturers for this plastic and electrical spare part that will end in the waste.

In the contrary steam cylinder of a resistive type humidifier is a pemanent part usually made of stainless steel. When tap water is used, this one needs to be serviced. The service consists in opening the cylinder and removing the accumulated scale inside.
This operation can be labour and time consuming and complicated thus requiring special skills and tools for most of the resistive type humidifiers on the market.
This is not the case with IER humidifier by steamOvap, thanks to its patent pending ‘‘guide & lock’’ system that allows you to open and clean the steam cylinder in a few minutes without needs of tools or special skills.

Cost of ownership
Initial cost to purchase an electrode boiler humidifier is lower than resistive type humidifier.
Most of the humidifier manufacturers are offering both technologies. They price electrode boiler humidifier much lower than their resistive type ones. Their pricing is done the same way printers manufacturers do with ink jet printers versus laser printers. Just like ink jet printers, electrode type humidifiers are cheaper to purchase, but as they will be used and operated the consumables will represent considerable costs:ink cartridges for printers or spare plastic cylinder for electrode boiler humidifiers.

Its low initial costs makes electrode boiler humidifier the contractors choice. Most of the time required future spares are not included in the initial budget. This is a very lucrative business for humidifier manufacturers and one of the reasons electrode boiler humidifier is their entry level product.
IER humidifier price is very competitive; furthermore no spare is required for the service of the humidifier. It is the only humidifier on the market offered with a 3 year warranty.
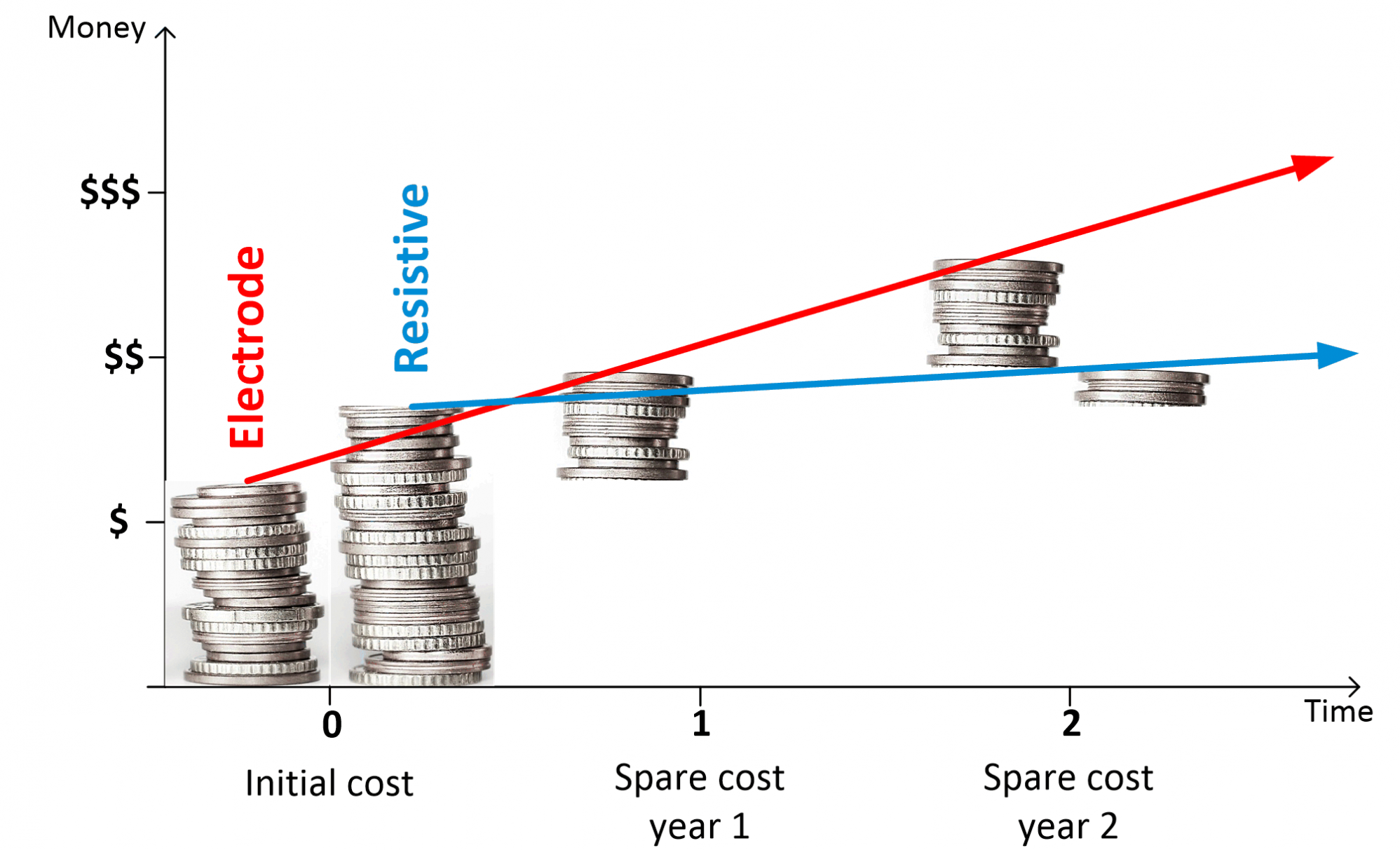
In any case, total cost of ownership is in favor of resistive type humidifier, after only 18 months in average.
Conclusion
When selecting electric steam humidifier, electrode boiler can be very attractive as promoted by other humidifier manufacturers. Reason is simple: they want your business of spares plastic cylinders for the years to come.
Unless you are not concerned by inaccurate and unstable steam output, plus the cost of spare cylinder replacement over the life of the humidifier and the resulting waste of plastic in the field, then electrode boiler humidifier should be your option.
If you prefer to ensure a good humidity control, save energy by using pure water, as well as lower your environmental impact while optimizing the total costs of ownership for the building owner; then resistive type is the best choice for electric steam humidifier.